Lame circolari HM per il taglio di acciai non legati, acciai legati e fortemente legati e inox fino a durezze di 380/400 HB
Geometrie e angoli di taglio studiati specificatamente per il taglio di:
- tubi e profili a sezione medio - fine
- tubi e profili a sezione medio - alta
- sezioni piene (tondi, barre, billette, piastre, lastre ecc.)
Acciaio dei corpi lama
L’acciaio utilizzato per la costruzione dei corpi lama è laminato a caldo o a freddo.
Ci sono due grandi categorie:
- 80CrV2: per impieghi medio / alti con forti sollecitazioni
- 75Cr1: per impieghi standard
A seconda dell'esigenza verrà applicata l'asola di silenziatura con materiale fonoassorbente.
Disponibilità di rivestimenti TIN, PVD, TIALN
Denti
La scelta del metallo duro di alta qualità da utilizzare per il taglio dei vari materiali è indirizzata verso varie tipologie qualitative di inserti in grana micro/fine/media, per garantire maggiore durata alla lama circolare,maggiore resistenza agli urti e un'usura contenuta del dente.
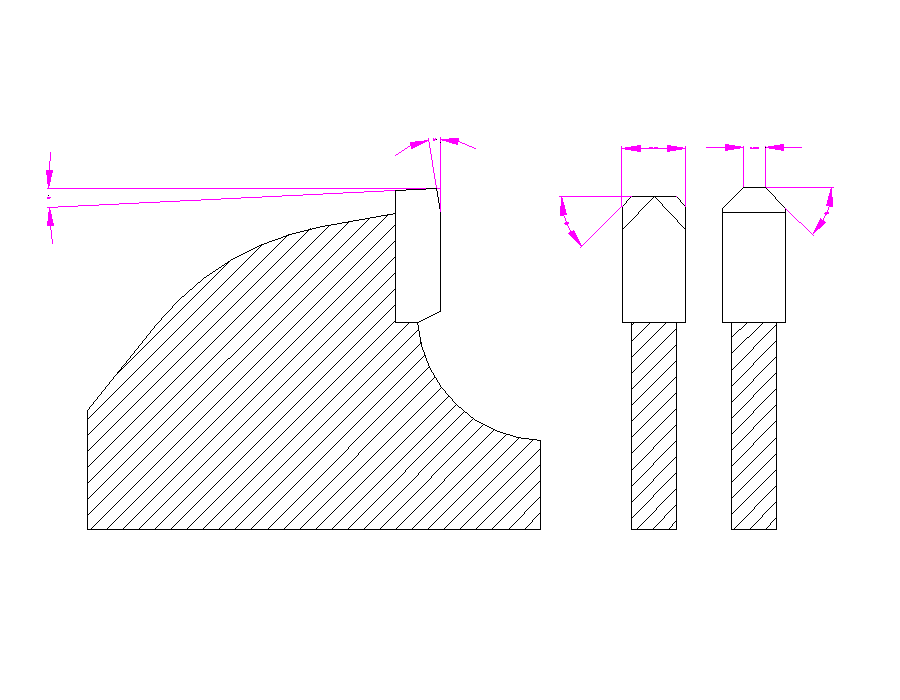
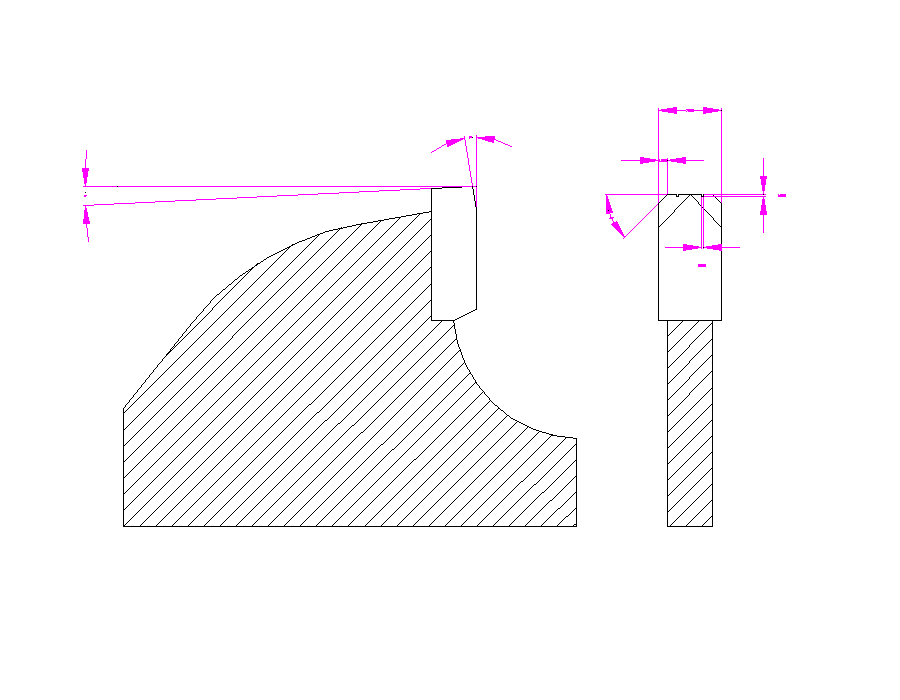
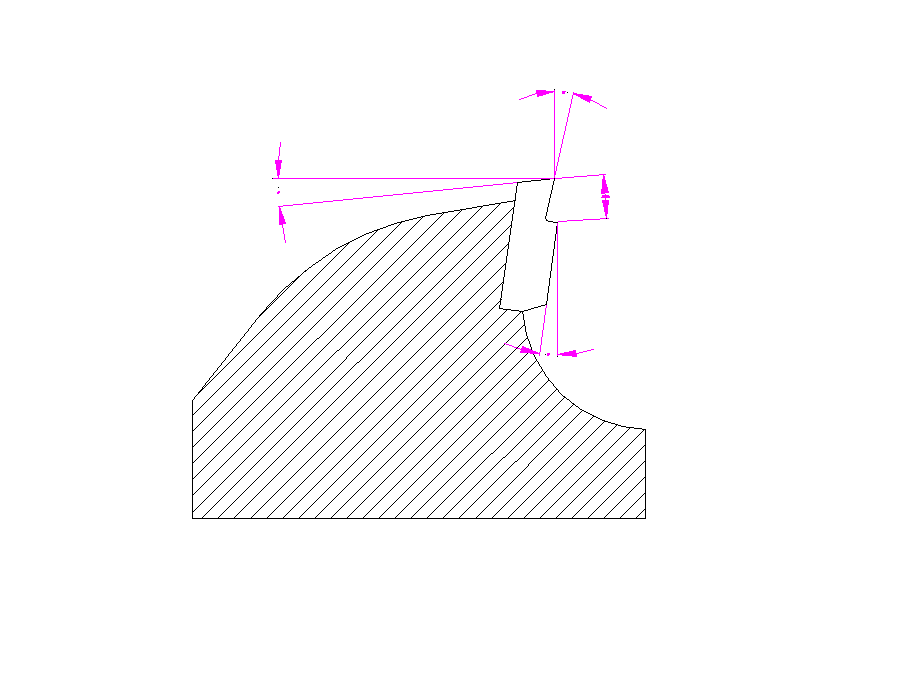
La geometria del dente più utilizzata è la trapezoidale-piana, a gruppi di quattro o cinque denti, con unghia o canalino rompitruciolo.
Gli angoli di taglio positivi o negativi sono studiati per garantire una penetrazione ottimale nel materiale da tagliare, con spoglie radiali e tangenziali minori, atte a ridurre l'usura dell'utensile.
Produciamo lame circolari di qualsiasi dimensione, numero di denti e spessore
Diametro: da 100 mm a 2200 mm - Spessore: da 1 mm a 15 mm
Nella tabella sono riportati solo alcuni esempi della nostra produzione,
realizziamo utensili personalizzati su richiesta:
| Tipo TM |
| Diametro |
ST |
SC |
N. denti |
| 500 |
5,0 |
4,0 |
60-80-100-120 |
| 550 |
5,0 |
4,0 |
60-72-96-130 |
| 600 |
6,0 |
5,0 |
80-100-120 |
| 660 |
6,0 |
5,0 |
80-100-120 |
| 760 |
6,5 |
5,0 |
80-100-120 |
| 800 |
6,5 |
5,0 |
60-80-110-120 |
| 910 |
8,0 |
6,0 |
60-70-80-100 |
| 1020 |
8,0 |
6,0 |
60-70-80-100 |
| 1120 |
8,0 |
6,0 |
50-70-80-100 |
| 1250 |
8,0 |
6,0 |
50-70-80-100 |
| 1360 |
8,0 |
6,0 |
60-80-100 |
| 1430 |
9,0 |
7,0 |
60-80-100 |
| 1560 |
10,5 |
9,0 |
60-80 |
| 1650 |
10,5 |
9,0 |
60-80 |
| 1750 |
10,5 |
9,0 |
60-80 |
| 1850 |
10,5 |
9,0 |
60-80 |
| 1950 |
10,5 |
9,0 |
60-80 |
| 2000 |
11,5 |
10,0 |
60-80 |
| 2200 |
11,5 |
10,0 |
60-80 |
(
ST = spessore taglio, SC = spessore corpo lama)
Foro centrale e fori di trascinamento disponibili per tutti i tipi di macchine.
Esecuzione di diverse geometrie d'affilatura, utilizzo di varie qualità di dentelli e rivestimenti.
Il nostro ufficio tecnico rimane a vostra completa disposizione per qualsiasi richiesta
Tabella con valori indicativi di velocità e avanzamento per lame circolari con denti riportati al carburo di tungsteno (widia) per tagliare l'acciaio:
| Tipi di materiale |
Resistenza
N / mm2 |
Velocità di taglio
m / min. |
| Acciai non legati |
≤ 600 |
120 - 150 |
| Acciai leggermente legati |
≤ 700 |
110 - 120 |
| Acciai legati |
≤ 900 |
90 - 110 |
| Acciai fortemente legati |
≤ 1200 |
75 - 90 |
*La tabella si riferisce alle velocità di taglio di sezioni piene, da aumentare nel taglio di tubi.